






























































特殊カット・穴あけについて
切り欠き・角切り欠き加工について
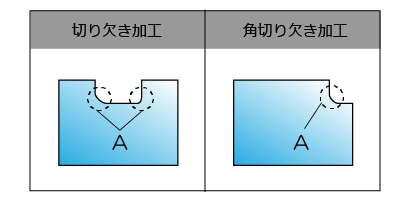
切り欠き加工の場合、左図A(入隅)のように切り欠き部分の内側の隅は丸くなります。
【目安:厚みの2倍程度】厚み5mmの場合10mm R(※最小5mm R から)
切り欠きのサイズによっては製作できない場合や、切り欠き部分の切断面処理ができない場合もあります。
詳しくは、お見積り及びお問い合わせの際に図面等とあわせてご相談ください。


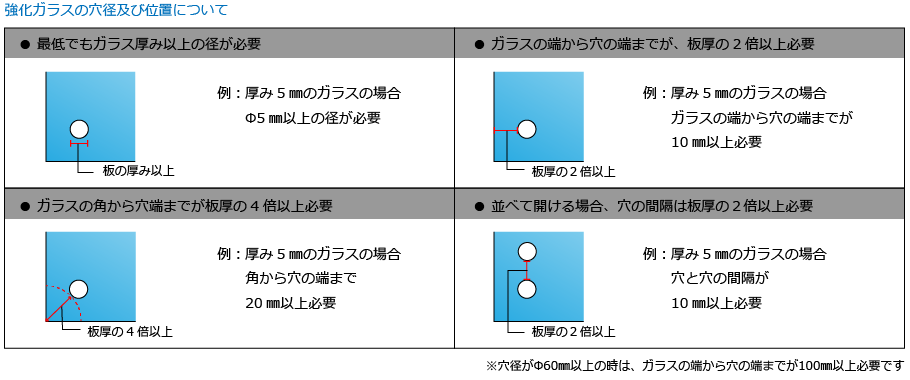
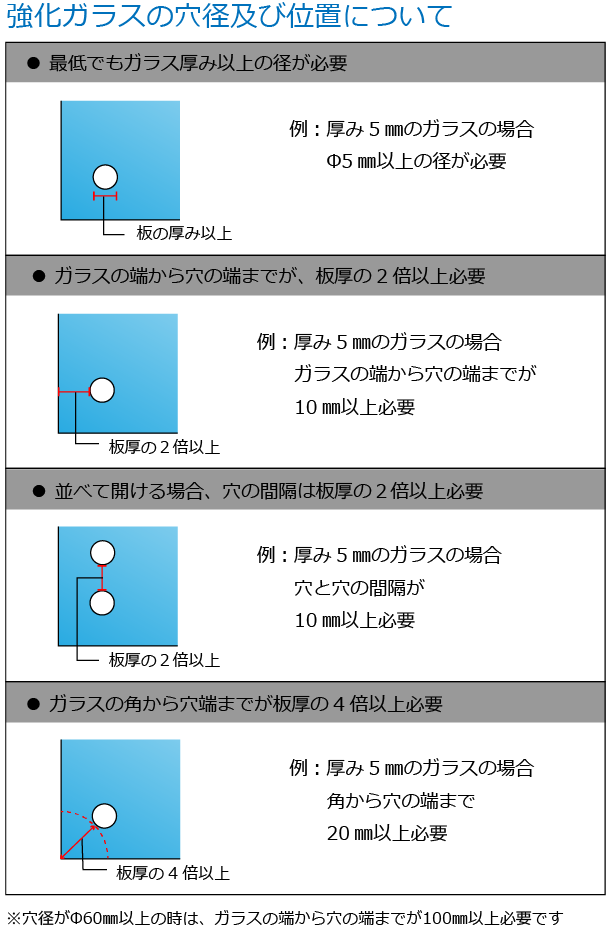
穴あけ・角穴(かくあな)加工について
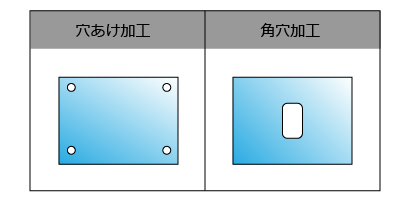
穴あけ加工及び角穴加工の場合、ガラスが割れやすくなりますので、穴部分及び穴の周囲に外力が加わらないようにご注意ください。
【強化ガラスの場合】最低でも厚み以上の径が必要になります。
【穴の位置について】端の方にある場合は加工できない可能性があり、ガラスの端から穴の端までは板厚の2倍以上必要など様々な制約があります
詳しくは、お見積り及びお問い合わせの際に図面等とあわせてご相談ください。
※穴径はΦ4mm~可能です
加工可能な径
Φ4、5、6、7、8、9、10、12、13、15、16、17、18、20、21、23、25、26、27、30、35、37、40、42、45、48、50、55、60、61、63、65、70、80、85、95、100~
角穴加工も可能ですが、内側の隅(入隅)は丸くなります。
また、角穴の在津によっては製作できない場合や角穴部分の切断面処理ができない場合もあります。
お見積り・お問い合わせの際は、図面で穴径及び位置等をお知らせいただきますようお願いいたします。
丁番穴あけ加工について
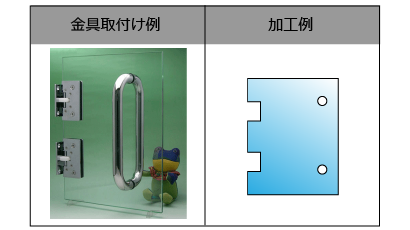
枠の無いガラス扉で丁番やヒンジ・カギ等に合わせて、穴あけやエグリ加工等も可能です。
金物メーカーや品番及び位置を指定していただければ、合わせて加工します。
製作前に検証いたしますが、穴及びエグリ加工の位置や個数によっては加工できない場合もあります。
詳しくは、お見積り及びお問い合わせの際に図面等とあわせてご相談ください
引手加工について
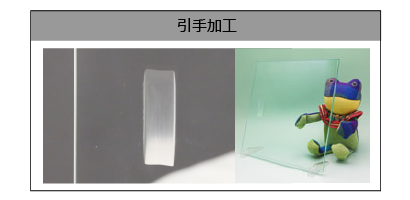
引手加工は、船底彫り(ふなぞこぼり)です。
【加工の位置について】基本的に高さ方向はガラス板の中心に加工いたします。
※別途位置を指定することも可能です
フロスト(タペストリー)ガラスの場合は、フロスト面より引手加工いたします
詳しくは、お見積り及びお問い合わせの際に図面等とあわせてご相談ください
「引手加工について」の動画
「引手加工について」は動画でも紹介していますので、ぜひご覧ください